31 augustus 2023 om 12:41 uur

Ontwerpen met koolstofvezelcomposiet kent een hoge mate van 3D vormvrijheid. Wel moeten scherpe hoeken worden vermeden en moet met de lossing rekening worden gehouden.
Hoe kan ik met mijn huidige machines mijn output verbeteren? Waarop kan ik kosten besparen binnen de productie? Hoe kan ik mijn machine lichter en sterker maken? Hoe verbeter ik de levensduur en servicekosten? Allemaal reële thema’s waar engineers en productontwikkelaars dagelijks mee bezig zijn en waar carboncomponenten het antwoord zouden kunnen zijn.
Door het gebruik van composietdelen kunnen machines efficiënter en productiever worden. Ook het energieverbruik kan dalen, omdat minder massa hoeft te worden verplaatst. Bovendien spelen levensduur en vermoeiing in een machineconstructie ook een belangrijke rol. Koolstofvezel is goed resistent tegen vermoeiing, zodat machineonderdelen - beter dan bijvoorbeeld bij aluminium - bestand zijn tegen hoogfrequente cyclische belastingen. De breuksterkte bij vermoeiing kan oplopen tot meer dan 60 procent van de maximale statische belasting. Dit is een veelvoud van de sterkte bij van conventionele metalen. Koolstofvezelcomposieten hebben ook nog eens verder een geringere uitzettingscoëfficiënt dan metalen. Daardoor zijn ze perfect inzetbaar voor meetapparatuur. Verder zijn de 3D vormgevingsmogelijkheden, het aanbrengen van inserts en de hoge reproduceerbaarheid van de vorm een grote meerwaarde voor het ontwerpen van machineonderdelen.
Doordat een composiet bestaat uit vezels en hars moet uiteraard bij het ontwerp wel met een aantal zaken rekening gehouden worden, zoals bijvoorbeeld geen scherpe afrondingen van het product waardoor de vezels kunnen breken, en het aanbrengen van een lossingsschuinte in het ontwerp. De lossingsschuinte is nodig om het product na het uitharden uit de matrijs te kunnen halen; zonder lossingsschuinte blijft het product klem zitten in de matrijs.
De maatvoering en specificaties van koolstofvezelversterkte componenten worden bepaald door de nauwkeurigheid van de productiematrijs. Toleranties van een paar tienden millimeter zijn haalbaar binnen bepaalde vormen en toepassingen. Bovendien kunnen bij het construeren met composiet verschillende wanddiktes worden toegepast in het ontwerp - meer materiaal aanbrengen op plaatsen waar de kritische belastingen ontstaan en minder op plaatsen met lage belastingen.
De uitdaging bij het werken met componenten in koolstofvezelcomposiet ligt voor de machinebouw over het algemeen in de integratie in de complete machine, de ‘interfaces' en ‘inserts' in het bijzonder.
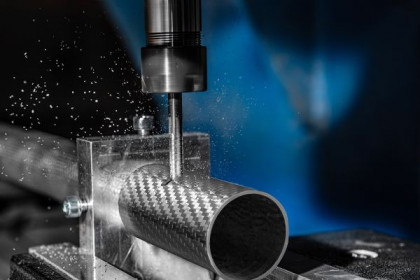 Net zoals bij metalen kunnen ook bij composieten precisiebewerkingen worden uitgevoerd op daarvoor geschikte machines.
Net zoals bij metalen kunnen ook bij composieten precisiebewerkingen worden uitgevoerd op daarvoor geschikte machines.
Net zoals bij metalen kunnen ook bij composieten precisiebewerkingen worden uitgevoerd op daarvoor geschikte machines. Voordelen van het nabewerken van composietonderdelen met een CNC-machine zijn vooral de snelheid, de hoge nauwkeurigheid en de consistentie in seriematige productie. Ook kunnen zo complexe vormen worden geproduceerd. Wel moeten de apparatuur en de ruimte waarin de machine staat extra bescherming en afzuiging hebben, vanwege de inwerking van het stof dat als gevolg van de bewerkingen.
Bij het frezen worden wel andere gereedschappen, snelheden en volgordes gebruikt, omdat koolstofvezel en hars zich anders gedragen dan homogeen aluminium of staal. Zo moet de temperatuur van het composiet ruim onder de Tg (glasovergangstemperatuur) blijven om de eigenschappen stabiel te houden. Voor het koelen tijdens frezen kan een combinatie van lucht met een gerichte afzuiging voor de fijne stofdeeltjes worden toegepast. Waterkoeling zou eventueel kunnen leiden tot verkleuring en vervuiling op het composiet-oppervlak.
Verder moet bij de nabewerking rekening worden gehouden met de vezelopbouw. Doordat je vezels wegneemt kunnen er spanningen vrijkomen die mogelijk resulteren in vervorming van het onderdeel.
Behalve drie- en vijfassig frezen wordt ook waterstraalsnijden veelvuldig toegepast bij het bewerken van composiet. Dit heeft het voordeel dat de snijtemperaturen laag blijven, zodat de hars in het composiet niet verbrandt.
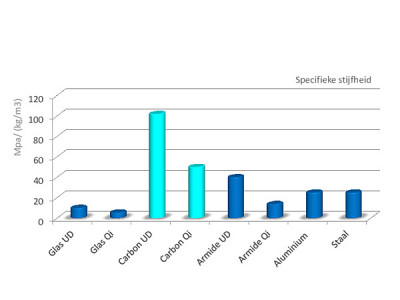
De specifieke stijfheid van verschillende materialen in vergelijking met koolstofvezelcomposiet.

De specifieke trek- en druksterkte van verschillende materialen in vergelijking met koolstofvezelcomposiet.
Afhankelijk van de toepassing zijn de standaardtoleranties voor composiet frees- en snijwerk wel ruimer dan voor aluminium of staal. Waar het bij metalen al snel gaat over duizendsten mm, is dit bij composiet eerder in tienden. Verder is een belangrijk verschil met metaal dat in composiet beter geen schroefdraad aangebracht wordt, omdat dan de kans op delaminatie plaatselijk toeneemt.
In composieten zijn vele metalen in te lamineren, te verlijmen of mechanisch te borgen. Als het nauwkeuriger moet, of als er een schroefdraad aangebracht moet worden, wordt daarom vaak gekozen voor een combinatie met metalen inserts voor de noodzakelijke nauwkeuigheid.
Refitech Composites uit Waalwijk is gespecialiseerd in de productie van industriële componenten op basis van koolstofzezel en ziet de laatste jaren een sterke groei en ontwikkeling in de toepassingen van het materiaal.
"Ondanks de voordelen die ‘carbon' biedt ten opzichte van staal of aluminium is het voor veel industriële ontwerpers toch een relatief nieuw materiaal", legt Bas Nijpels, Sales Engineer bij Refitech Composites uit. "Materialen als staal en aluminium hebben een isotroop karakter, wat betekent dat de sterkte en stijfheid van het materiaal in alle richtingen gelijk zijn en wereldwijd gestandaardiseerd. Voor engineers is het dan ook betrekkelijk eenvoudig om hiermee constructies te ontwerpen en door te rekenen. Een carbon-composiet is een anisotroop materiaal: in de vezelrichting heeft het heel veel sterkte, loodrecht erop wordt de sterkte bepaald door het hars waarmee de vezels zijn verbonden. Dat maakt het construeren en ontwerpen met composieten wat meer complex dan voor conventionele metalen constructies."
 Vlnr: de koolstofvezels zijn bij plain- en twill-weefsels in twee richtingen geörienteerd (QI - quasi isotroop). Bij UD-prepreg-weefels lopen de vezels in maar een richting.
Vlnr: de koolstofvezels zijn bij plain- en twill-weefsels in twee richtingen geörienteerd (QI - quasi isotroop). Bij UD-prepreg-weefels lopen de vezels in maar een richting.
Voor de productie van industriële componenten maakt Refitech, naast infusie en RTM (Resin Transfer Moulding) vooral gebruik van prepreg-technologie, wat staat voor PREimPREGnated. Deze techniek zorgt voor nauwkeurige positionering van de vezels, een hoog vezelvolumegehalte, vormvrijheid en een goede reproduceerbaarheid. Hierdoor kan met dit materiaal goed seriematig en in een constante kwaliteit worden gewerkt.
De meest voorkomende prepreg-weefsels zijn twill, plain of UD wat iets zegt over de structuur en richting van de vezels. Zo is de vezeloriëntatie bij plain- en twill-weefsels in twee richtingen. Dit noem je quasi isotroop (QI). UD staat voor uni-directioneel. Hierbij liggen de de vezels allemaal in één richting en dit geeft een specifieke flexibiliteit en sterkte aan de componenten.
Dankzij slimme productietechnieken is het gebruik van carbon al enige tijd binnen het bereik gekomen van ‘gewone' industriële toepassingen. Zo helpen de materiaaleigenschappen van laag gewicht, hoge stijfheid en vormvrijheid steeds meer bedrijven om hun energieverbruik te reduceren, de productiesnelheid te verhogen en machinestilstand te verminderen.
Refitech produceert momenteel verschillende klantspecifieke industriële carboncomponenten voor toepassingen in de machine- en apparatenbouw, robotica en de medische sector. Behalve klantspecifieke componenten zijn ook standaardproducten zoals gelamineerde buizen, kokers en panelen leverbaar. Hiermee zijn altenatieven voor bestaande constructies te maken en is een verdubbeling van de stijfheid en halvering van het gewicht al snel haalbaar. De producten kunnen per lengte of oppervlakte worden besteld.
Techvertorial
Agenda

11 september 2024, Brussel
Europe's focused exhibition for plastics additives and compounding

18 september 2024, 's-Hertogenbosch
De Kunststoffenbeurs is dé centrale plek waar de Benelux kunststof- en rubberketen actuele kennis deelt,...

3 oktober 2024, Den Bosch
Tijdens AM for Production ontmoet je AM machinebouwers, componentleveranciers, grondstofleveranciers,...




