27 maart 2020 om 14:19 uur
")
Volgens de Kuhne Group worden verreweg de meeste koffiecapsules en synthetische worstdarmen op hun machines. Afgebeeld is het luchtgekoelde Smart Bubble-proces. (Foto: Kuhne)
De Duitse Kuhne Group staat wereldwijd bekend om haar extrusielijnen voor folie en plaat. De belangrijkste onderdelen van alle productielijnen zijn de extrusiematrijzen. Voor het chemisch vernikkelen van deze vooral voor blaasfolie-extrusie complexe componenten, vertrouwen ze op hun landgenoten van Pallas.
Consumenten verwachten steeds meer en daarom stelt de verpakkingssector steeds complexere eisen aan folieverpakkingen. Denk aan karakteristieken als glans, doorzichtigheid, aanraking, maar ook aan een breed scala aan mechanische en functionele eigenschappen. Blaasfolie moet daarom bijvoorbeeld voldoen aan exact gespecificeerde perforatie- en scheurbestendigheid, treksterkte, stijfheid en dikte, maar ook exact instelbaar krimpgedrag, hoogwaardige bedrukbaarheid en goede afsluitbaarheid. De hoogste prioriteit hebben maximale bescherming van de verpakte goederen tijdens transport en opslag, een zo lang mogelijke houdbaarheid en multifunctionele barrière-eigenschappen. Dankzij hun weerstand tegen zuurstof, vocht of UV-straling houden barrièrefolies de producten op kleur en smaak en ze voorkomen dat vocht ontsnapt of binnen.
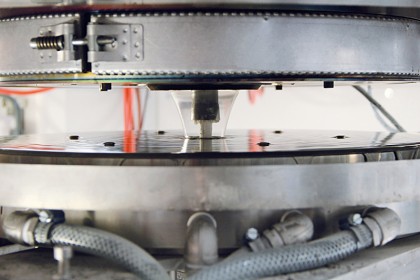 Kuhne is naar eigen zeggen de enige die een oplossing levert voor de drie blaasfolieprocessen. Hier het Cool Bubble-proces dat waterkoeling gebruikt voor een amorfe foliestructuur. (Foto: Kuhne)
Kuhne is naar eigen zeggen de enige die een oplossing levert voor de drie blaasfolieprocessen. Hier het Cool Bubble-proces dat waterkoeling gebruikt voor een amorfe foliestructuur. (Foto: Kuhne)
Om aan elk eigenschap te voldoen, zijn extra folielagen nodig. Afhankelijk van de kunststofcombinaties in de afzonderlijke folielagen, kan dat weer leiden tot extra lagen om de hechting te bevorderen. En met afnemende seriegroottes vraagt dat slimme procesoptimalisatie om de productiekosten en het materiaalverbruik terug te dringen, zodat de verpakkers concurrerend kunnen blijven.
Dat Kuhne aan al die eisen tegemoet wil komen spreekt voor zich. Kuhne Anlagenbau is naar eigen zeggen de enige fabrikant met oplossingen voor de drie productieprocessen voor blaasfolie. Of de meerlaags blaasfolie nu luchtgekoeld (Smart Bubble), watergekoeld (Cool Bubble) of biaxiaal verstrekt moet worden zonder lamineren of coatingprocessen in één proces (Triple Bubble). De kerncompetentie van het bedrijf zijn de meerlaagse systemen voor maximaal zeventien folielagen, die vrijwel alle thermoplasten kunnen verwerken. Behalve dit hoge aantal laagcombinaties, is de ook de productie van extreem dunne folies met diktes tot 15 micron mogelijk.
De centrale component van elke geblazen folielijn is de extrusiematrijs, bestaande uit spiralen die, ondergebracht in een verticale cilinder, het smeltkanaal vormen. Bij temperaturen tot 300 °C wordt de polymeersmelt in de rotatie-symmetrische componenten, doorns of ‘pancakes', gebracht en door ringvormige openingen onder een druk van maximaal 500 bar geperst. De tot 20 m lange ballon - de ‘bubble' - wordt zonder druk door een kalibratiekooi naar het stortframe geleid om te worden platgelegd, gesneden en gewikkeld volgens de specificaties van de klant.
Voor meerlaagse folies worden evenveel extruders gebruikt als er lagen nodig zijn. Deze worden in een stervormige opstelling op het extruderplatform geplaatst. In een continu proces worden alle folielagen gelijktijdig gecoëxtrudeerd en over elkaar heen gelegd. Toch blijft elke afzonderlijke laag voor analysedoeleinden zichtbaar met een microtoomdoorsnede. In het geval van de Triple Bubble-technologie worden in één proces drie ballonnen gevormd: de eerste bubble wordt biaxiaal georiënteerd in de tweede bubble en de tweede bubble wordt warmte-gefixeerd in de derde.
De blaasfolie-matrijskoppen zijn cruciale componenten. K-Tool bepaalt aan de hand van de klantspecificaties of bestaande extrusiegereedschappen voldoen of een nieuw ontwerp noodzakelijk is. Nieuwe ontwerpen worden indien nodig ontwikkeld en op basis van technische tekeningen en CAD-modellen worden de flowdiagrammen opgesteld en kan de productie beginnen. Op de micrometer wordt tijdens de bewerkingen gezorgd dat aan alle maatvoeringspecificaties wordt voldaan. Tijdens de polijstfase is de vaardigheid en ervaring van de gereedschapsspecialisten van cruciaal belang. Om de doorstroming van de polymeersmelt te garanderen, worden de oppervlakken met de hand gepolijst en voor het aanbrengen van de coating opnieuw opgemeten in een coördinatenmeetmachine.
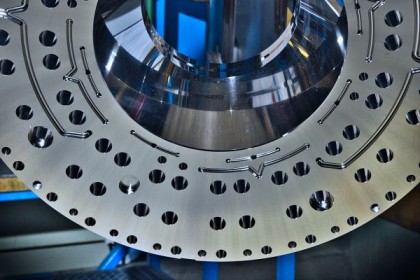 De matrijskop opgebouwd uit evenveel doorns of pancakes als er folielagen zijn. Afgebeeld is een onbehandelde doorn. (Foto: Kuhne)
De matrijskop opgebouwd uit evenveel doorns of pancakes als er folielagen zijn. Afgebeeld is een onbehandelde doorn. (Foto: Kuhne)
Voor de selectie van een nieuwe partner voor het chemisch vernikkelen van de extrusiekoppen is K-Tool niet over een nacht ijs gegaan. Slechte ervaringen met imperfecte oppervlakken hadden twijfels opgeleverd over de waarde van deze technologie. Maar toch, door de geometrische complexiteit van de afzonderlijke componenten en de extreme belasting door slijtage en corrosie, blijft chemisch vernikkelen een veel betere optie dan alle andere galvanische processen. De coating die dit chemische, autokatalytische proces produceert, heeft een uitstekende corrosiebestendigheid en een hardheid vergelijkbaar met die van hardchroom. In de waterige elektrolyt slaat de coating neer op elk oppervlak in contact komt met de oplossing en vorm een absoluut gelijkmatige nikkel-fosforlegering. De coating verbetert contourgetrouw en nauwkeurig de meest complexe geometrieën. Dankzij een hardingsproces kan een hardheid tot 950 HV worden bereikt. Bovendien is nabewerken bij chemisch vernikkelen niet nodig en bij hardverchromen wel.
Ongeveer twee jaar geleden is Kuhne in zee gegaan met Pallas, die ook de ‘High-Phos'-methode toepast die Kuhne wilde. De badchemie zorgt bij dit proces voor een nikkellaag met een fosforgehalte van meer dan tien procent. De op deze manier verbeterde oppervlakken zijn extreem chemisch stabiel en hebben een hoge weerstand tegen corrosie.
De coating wordt meestal gebruikt voor de extrusiematrijzen van Triple Bubble-lijnen. De hoogglans gepolijste extrusiekoppen - afhankelijk van de toepassing van een doorn- of ‘pancake'-ontwerp - zijn volledig vernikkeld. In het geval van een 11-laagse extrusiematrijs moeten elf doorns worden behandeld, samen met een basis- en eindplaat met talloze fijne boringen, hoeken en schroefdraad.
Dergelijke boringen hebben een diameter van 8 mm en een lengte van 65 mm en afhankelijk van de toepassing is een porieloze laag van 10 tot 50 micron nodig. Dat vergt nogal wat, gezien de afmetingen van de componenten: een doorn met een buitendiameter van 800 mm heeft een massa van 160 kg en de basisplaat legt 300 kg in de schaal.
Het proces begint met verschillende reinigingsfasen. Elk laatste spoor van vet- en oxideaanslag en andere verontreinigingen zoals stof, moet worden verwijderd. Om dit te bereiken worden de componenten onderworpen aan een opeenvolging van alkalische en elektrolytische ontvetting en zuurbaden. Na elk stadium volgt een uitgebreide spoelcyclus. De volgende stap is het ‘stoppen' van alle draad en boringen die niet mogen worden vernikkeld. Vervolgens doorlopen de componenten opnieuw het drietraps ontvettingsproces.
In het chemische nikkelbad zelf spoelt een constante concentratie nikkel-ionen rond en door de matrijzenkoppen. Elk uur wordt ongeveer 10 micron afgezet. Pallas kan de exacte dikte van de coating kan controleren met de tijd die de componenten in het bad doorbrengen. Voor elke matrijskop wordt de badchemie vanaf nul opgebouwd om ervoor te zorgen dat de coating volledig porievrij is en dat er geen kans bestaat dat er vreemde voorwerpen op de oppervlakken van de componenten worden afgezet. Ook de ontvettingsbaden worden voor elke nieuwe matrijskop volledig vernieuwd.
Na het aanbrengen van de deklaag wordt de matrijskop met perslucht gedroogd en worden de stoppen verwijderd. Hierna volgt de harding die resulteert in een met hardchroomen vergelijkbare hardheid van 950 HV. Hierna worden de onderdelen verpakt en getransporteerd naar Kuhne en kunnen na een snelle laatste polijststap worden geïnstalleerd.
Voor Pallas is het momenteel een van de uitdagendste opdrachten in de chemische vernikkelafdeling. Niet alleen vanwege de vereiste nauwkeurigheid en ‘high-end' kwaliteit. Uitgebreide voorzorgsmaatregelen zijn nodig om zelfs maar de kleinste schade aan de gevoelige oppervlakken te voorkomen. De vraag naar blaasfolie-matrijskoppen is hoog en het coaten van een matrijskop kost ongeveer twee weken. K-Tool maakt op het moment een doorn per dag. Kuhne is zeer te spreken over Pallas en stelt dat maar weinig coatingspecialisten zulke betrouwbare resultaten kunnen leveren. Björn Greis, design manager Extrusie bij ‘Anlagebau' en technisch manager bij K-Tool: "Wat ik nodig heb is geen leverancier, maar een partner die ook als er zich onvoorziene problemen of knelpunten voordoen, een oplossing vindt. Pallas is precies dat: een echte, zeer betrouwbare partner."
Techvertorial
Agenda

12 juni 2024
The summit will highlight the pivotal updates on the European outlook for wind blades while also...

18 september 2024, 's-Hertogenbosch
De Kunststoffenbeurs is dé centrale plek waar de Benelux kunststof- en rubberketen actuele kennis deelt,...

3 oktober 2024, Den Bosch
Tijdens AM for Production ontmoet je AM machinebouwers, componentleveranciers, grondstofleveranciers,...




